I've found that spending the time upfront to make sure that all flanges are at their proper angles, and that all fluting is performed such that hole patterns line up exactly without preload has saved a ton of time dealing with it after parts start getting assembled. Here, the outermost ribs follow a curve to follow the contour of the fuselage that needs to be carefully fluted to match the hole pattern in the bottom skin.


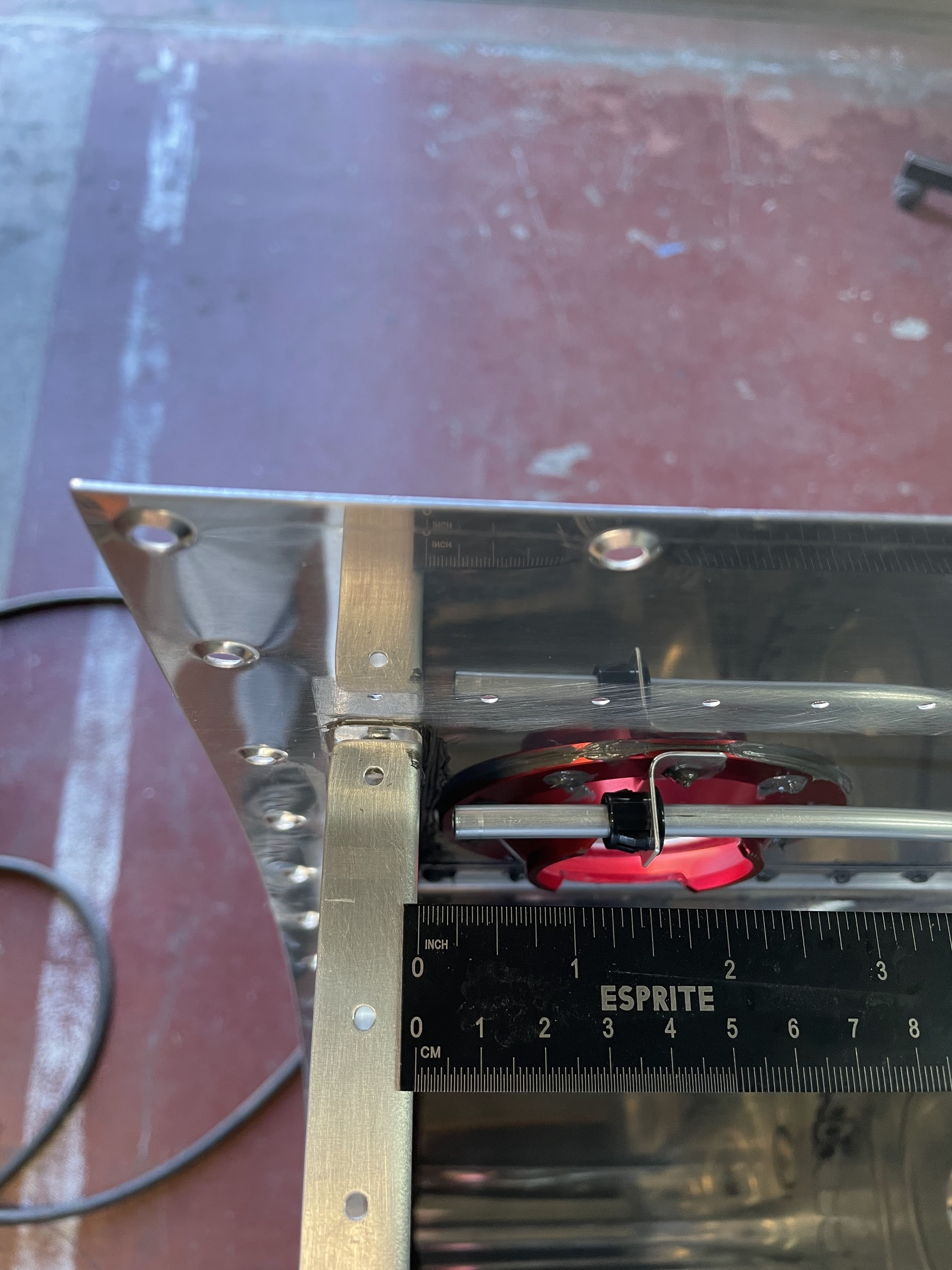
The idler bracket gave me some trouble, given that a 45 degree bend has to be made on the diagonal edges very close to the edge on relatively thick material. A hand seamer was simply unable to make this bend without either badly scarring the material, or resulting in a bed that is not at all sharp. Instead I fabricated a bracket out of angle aluminum as a backing plate, clamped the assembly down to a table, and used a combination of the hand seamer as well as hammering the edge to form the bend.




Next is priming, dimpling, and riveting on various doublers and stiffeners to the bottom skins. Everything here was back riveted and straight forward.




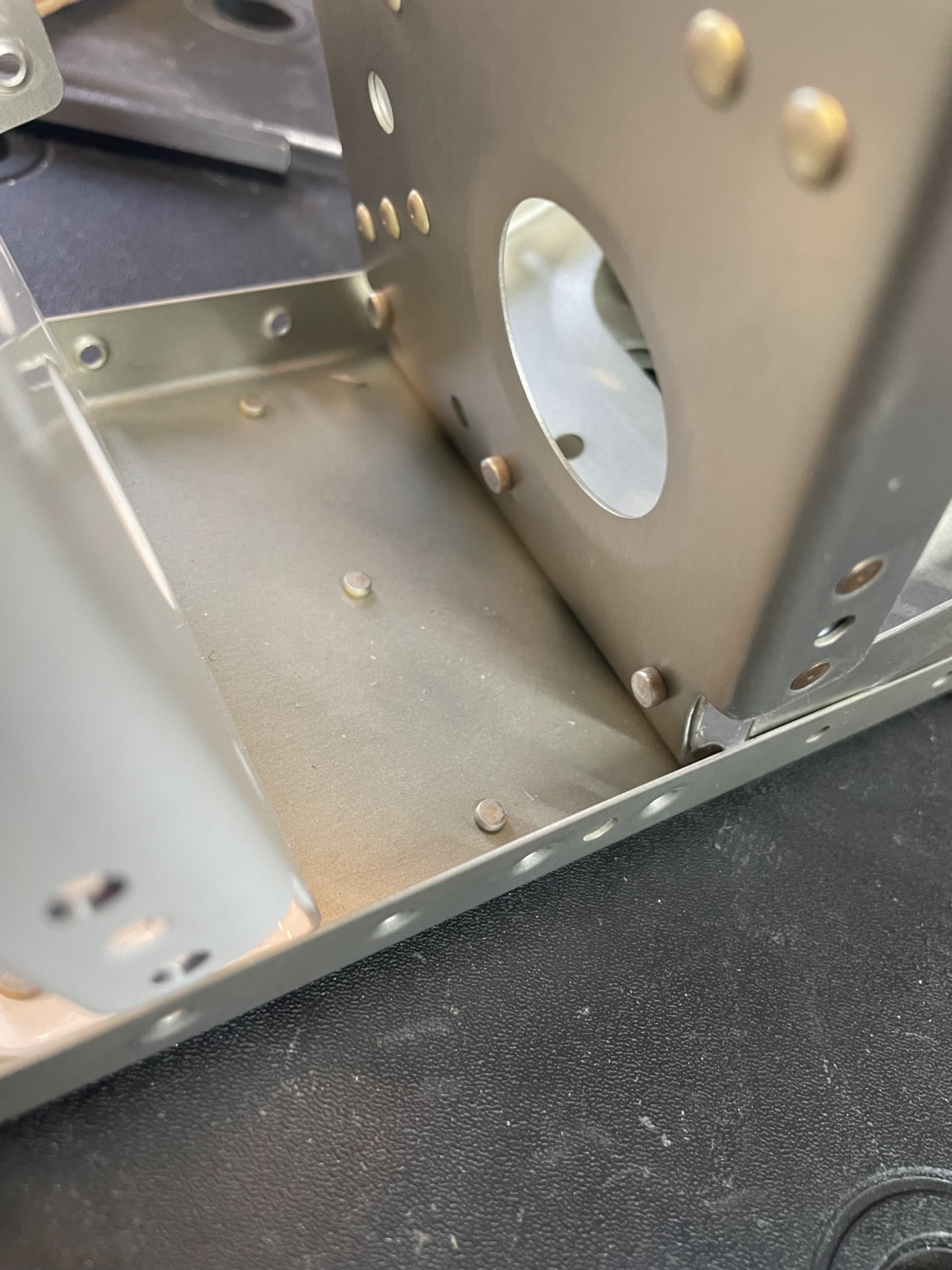
The step brackets are attached at an angle, and were a bit of a challenge to set some of the rivets, particularly the AD4- rivets in the corner. Here the tiny tungsten bar with angled sides came in handy, but still a challenge to drive and buck.



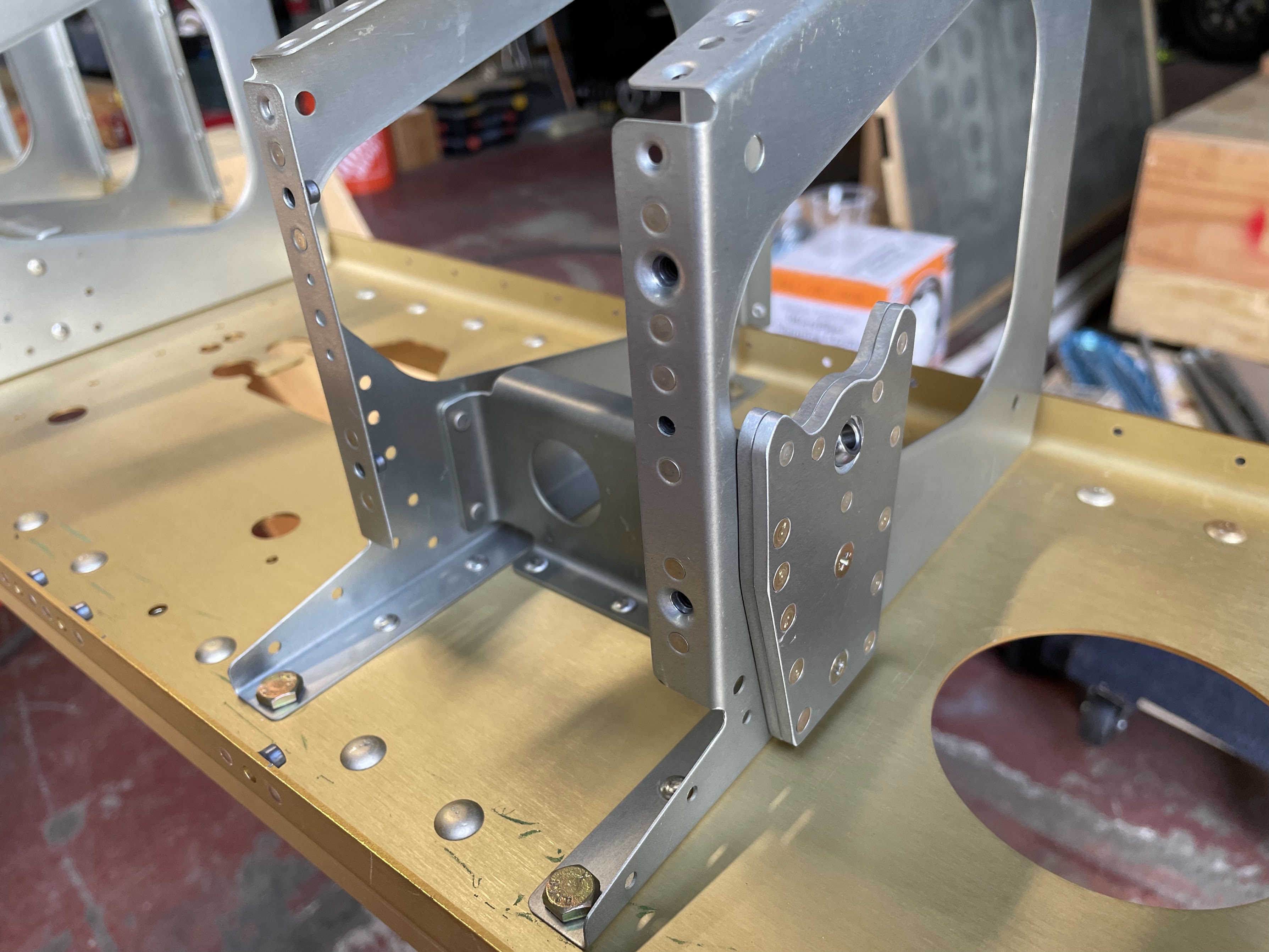
The mid-rib gear brackets are each attached with 3 AD 4- rivets that need to be aligned perpendicular to the bottom skin. I used a rafter square here, and checked/adjusted after every rivet.




When starting to attach the aft ribs, it was easier to set the whole assembly vertically by clamping the spar flat against a table or pair of sawhorses. This made the aft skin fairly floppy to start as there was nothing to support it, so I just clamped a piece of wood to it to keep it flat while attaching ribs. This put everything in a fairly accessible position to rivet. I ended up doing much of this single-handed, but the rivets near the center definitely require two people.